 技术支持
技术百科
技术支持
技术百科
退火,又称焖火;正火,又称常化;二者是常用的热处理工艺。二者都是将钢加热到奥氏体区保温后以小的冷却速度冷却下来的热处理操作。
一般的说,说退火和正火大体可以分为两类。
一类是作为后续工序的中间热处理,即对毛坯件或工件加工过程中的热处理工序。这一类处理的主要目的是为了消除上一道工序如铸造、锻轧、焊接所带来的组织上或性能上的缺陷(如晶粒粗,成份不均,塑性差等),并为下一道工序如切削、冷冲压或热处理创造较好条件。比如调整材质硬度便于切削,消除魏氏体组织等。
另一类是作为最终的热处理,即制造过程的最后热处理工序,工件经过这次热处理后性能应达到设计要求。主要用于普通铸件、焊件等不重要部件,只要组织细化,内应力消除,性能有所提升即可。
因此,退火和正火在实际应用中作为中间热处理的居多。
我们将退火和正火的目的归纳如下:
1。细化晶粒,提高机械性能。
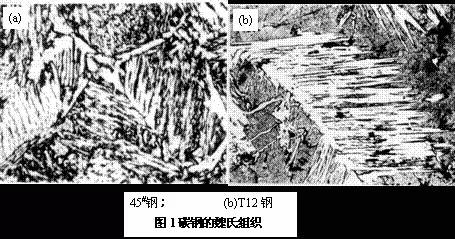
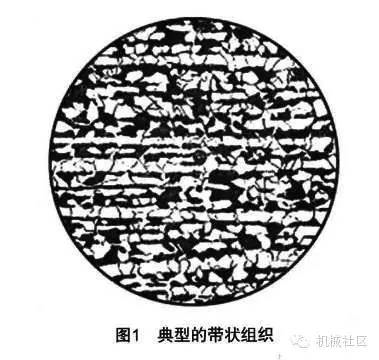
以铸件为例。一般铸件晶粒粗大,多有魏氏体组织(如下图上)。类似于上贝氏体,魏氏体忠的铁素体常沿奥氏体晶面析出,成平行线条排列,强度低,塑性和韧性也较差。而对于扎制钢,其中的铁素体和珠光体分布成具有方向性的带状排列(如下图下),使得钢的机械性能出现方向性。对于上述情况,生产商常用退火和正火使晶粒细化,消除不良组织,以提高机械性能。
2。调整硬度,提高可切削性。
对于含碳量较高的碳钢和工具钢,退火处理可以得到平衡组织,硬度低,塑性好,切削加工性能好,利于切削和冲压。(一般硬度在HB180-250之间切削性好)。而对于低碳钢,<0.4%C,退火后硬度过低,比如40号钢,退火后只有160多的硬度,塑性过大,反而切削加工性不好,因此可采用正火。
3。消除偏析,使钢的成分均匀化。
因为退火工艺的冷却时间长,因此在高温区停留时间也长,有利于原子扩散,使得最终成分均匀化。这种原子扩散不仅是碳的扩散,也包括铁原子等金属原子。
4。消除内应力。
通过退火消除的内应力一般为热应力。
5。改善组织,为下一次热处理作准备。
一般退火正火后的组织相对均匀,特别是球化处理过的钢,在进行其他热处理比如淬火时,加热时碳化物易溶于奥氏体中,缩短加热保温时间,避免奥氏体长大,减小变形。
在进入到退火和正火工艺前,先说一说几个常用的字符代表的含义。
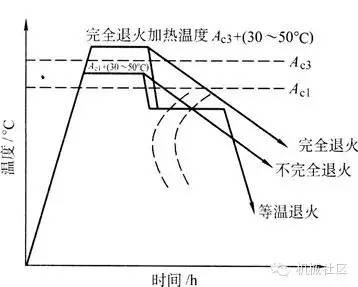
在“四火”处理中,经常会出现Ac1,Ac3,A1,Acm之类的字符,这些字符代表着不同的含义。如果没有搞明白,很容易越看越迷糊。以下图为参考说明。

其中,基本的就是A3线(GS线,也就是铁奥区与奥氏体区的交界线),Acm线(ES线,渗奥区与奥氏体区德交界线),A1线(PSK线,珠光体开始转变线)。此外,“c"表示加热,"r"表示冷却。因此,虽然A1,Ac1,Ar1本质上说的是一回事,但是因为热滞、冷滞现象,实际转变温度较A1线有上下波动。
因此,这里来说,之前回复社友时的解释不够精确。但也请一定不要将这个现象解释为”过热度“,因为那又是另外的概念了。另外,从本质上说,过冷或者冷滞产生的原因在于形核,也就说,当没有形核之前,即便温度继续降低,也不会出现结晶析出。而热滞,个人理解,根本上是晶体解析平衡的问题。也就是必须超过转变线一定的温度才能整体表现为一个解析的状态。或者说脱离转变平衡态。当然,如果哪位前辈有更准确的解释,还希望大侠分享出来,以正视听。
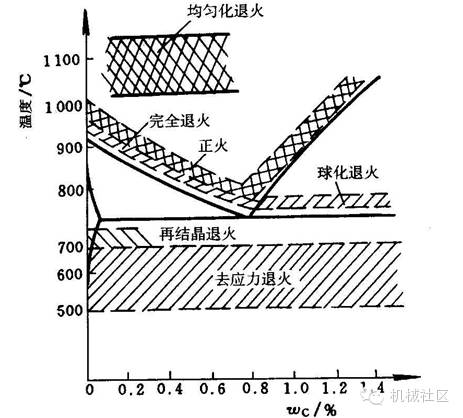
好了,转回来说退火和正火工艺。一般退火工艺分为几种,以下图为参考。
1)完全退火。
亚共析钢加热到Ac3以上20~30C,使成单一的奥氏体组织,然后以及慢的速度冷却(随炉或者在砂、石灰中冷却)以获得珠光体和铁素体,称为完全退火。我们知道A3线是铁素体+奥氏体的混合区同纯奥氏体区的分界线。因此,完全退火必须加热到Ac3线以上,以得到单一的奥氏体组织。如果加热温度不够,则当存在粗大铁素体时,冷却后不能西化铁素体晶粒,影响最终性能。如果加热温度过高,则奥氏体晶粒会继续长大,冷却后得到的终态铁素体和珠光体团也粗大,同时脱碳、氧化也严重。因此Ac3以上20~30C比较合适。另外,保温时间也很重要,不过因为不同钢材间的差异,这里不再延伸,有兴趣的大侠可以自行查找,有经验公式,也有针对不同钢的测定。
完全退火的冷却速度需要严格控制。一般对于碳钢以200C/h为宜,低合金钢100C/h,高合金钢20~50C/h。
完全退火适用于亚共析钢、共析钢。不适用于过共析钢。后者在缓慢冷却过程中会析出大量的二次渗碳体,并沿奥氏体晶界形成网状渗碳体组织,使机械性能恶化。
2)不完全退火(球化退火)
区别于完全退火,不完全退火主要针对过共析钢,加热到Ac1以上(也就是两相混合区),保温然后缓慢冷却的热处理。因此组织没有完全奥氏体化,故称为不完全退火。其目的是消除内应力,降低硬度,提高韧性,并使其组织中的珠光体及二次渗碳体均球化(关于球化,在后面的章节里会详细说到,这里不展开)。过共析钢在两项区保温冷却时,易形成球状(粒状)珠光体,而纯奥氏体区保温冷却时形成片状珠光体。前者硬度低,便于加工,而且在以后的热处理中加热易奥氏体化,有利于缩短加热时间,减小变形。
不完全退火加热后,保温时间应稍长,因为保温温度低,扩散转变速度慢。而冷却时,通过Ar1时也应特别缓慢,以保证渗碳体的球化。因此也成球化退火。对于一些一次球化难以达到目的的钢,可采用循环退火法。
球化退火只适用于共析钢和过共析钢。虽然亚共析钢也有特殊情况下球化的,但因为球化后硬度太低,不利于加工一般不采用。
3)扩散退火。
将钢加热到高温(1050~1150C)保温10~20小时,缓慢冷却的热处理。扩散退火是以奥氏体长大带来的原子扩散均匀化为目标的退火。但因退火后晶粒粗大,往往需要经过一次完全退火来细化晶粒,提高机械性能。主要用于合金钢特别是高合金钢的钢锭和铸件。
4)等温退火。
等温退火是将钢加热到Ac3或Ac1以上,保温后较快冷却至A1以下某一略低温度长时间等温,等到珠光体转变完全后再冷却的热处理。同前面说过的过冷一样,因为存在形核问题,因此等温退火的保温温度一定要低于A1,一般为600~700C。而保温温度越高,保温时间需求越长。此时,也可以通过激振法促进形核,缩短保温时间。当珠光体转变完成后,可以不限速度的冷却,一般为空冷。
等温退火的优点有。A。时间比普通退火缩短(取决于保温温度)。B。可较好的控制组织与硬度。C。工件脱碳、氧化倾向小。
适合于碳钢、合金钢、高合金钢等要求降低硬度的工件。
5)低温退火。
低温退火是将非淬火钢加热到Ac1以下(一般500~650C)保温后缓冷的热处理。因为不发生奥氏体转变,因此低温退火只是消除锻、焊、铸中间的热应力以及冷加工中机械内应力。硬度略为降低。必须强调,只针对非退火钢。否则便是作了回火处理。低温退火,其实也是现代短期时效的一种。
6)再结晶退火。
针对经过冷塑性变形的低碳钢在Ac1以下,再结晶温度以上150~250C(低碳钢的再结晶温度为450~500C,因此再结晶温度一般为600~700C)加热保温缓冷的热处理。目的是消除加工硬化,恢复塑性。
7)正火。
正火是将亚共析钢加热到Ac3以上30~50C,过共析钢加热到Acm以上30~50C保温,然后在静止或者流动的空气中冷却的热处理。由于冷却速度略高,最后组织中可以获得较细的珠光体或者索氏体,非共析钢正火后的铁素体和二次渗碳体数量也比退火状态略少,同时过共析钢析出的二次渗碳体也不易形成连续网状组织。
正火的应用范围如下:
A。对性能不高的低碳钢与中碳钢零件,正火可以作为最终热处理,使强度提高。
B。对于含碳量低于0.4%的钢,正火后切削加工性好。
C。对于工具钢(过共析钢),正火可以消除或削弱网状渗碳体,但正火后应再进行一次不完全退火。
D。对于亚共析钢,可以改善组织,作为为以后淬火热处理的准备态。
电话:0510-83217215

无锡名尧企业网站


